ГОСТ 24000-97
Группа Г47
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АППАРАТЫ ЭМАЛИРОВАННЫЕ С МЕХАНИЧЕСКИМИ
ПЕРЕМЕШИВАЮЩИМИ УСТРОЙСТВАМИ
Типы, основные параметры и размеры
Agitated enamelled vessels.
Types, basic parameters and dimensions
МКС 23.020.30
ОКП 36 1500
Дата введения 2002-01-01
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и конструкторско-технологическим институтом эмалированного химического оборудования (НИИэмальхиммаш)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 11 от 23 апреля 1997 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 31 января 2001 г. N 42-ст межгосударственный стандарт ГОСТ 24000-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2002 г.
4 ВЗАМЕН ГОСТ 24000-87
1 Область применения
1 Область применения
Настоящий стандарт распространяется на стальные и чугунные эмалированные аппараты с механическими перемешивающими устройствами (далее - аппараты) номинальными объемами от 0,010 до 50 м![]() со стеклоэмалевым или стеклокристаллическим покрытием (далее - эмалевое покрытие), предназначенные для переработки продуктов в химической и других отраслях промышленности при избыточном давлении не более 1,6 МПа (16 кгс/см
со стеклоэмалевым или стеклокристаллическим покрытием (далее - эмалевое покрытие), предназначенные для переработки продуктов в химической и других отраслях промышленности при избыточном давлении не более 1,6 МПа (16 кгс/см![]() ), вакууме с остаточным давлением не менее 4 кПа (30 мм рт. ст.) и под наливом, при температуре от минус 15 до плюс 200 °С для чугунных и от минус 60 до плюс 300 °С для стальных аппаратов.
), вакууме с остаточным давлением не менее 4 кПа (30 мм рт. ст.) и под наливом, при температуре от минус 15 до плюс 200 °С для чугунных и от минус 60 до плюс 300 °С для стальных аппаратов.
При изготовлении стальных аппаратов для работы при температуре менее или более указанной в таблице 9 требуется согласование между потребителем и предприятием-изготовителем.
Требования раздела 3 стандарта являются обязательными, кроме требований 3.5; 3.6; 3.8, которые являются рекомендуемыми.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на следующий стандарт:
ГОСТ 9931-85 Корпусы цилиндрические стальных сварных сосудов и аппаратов. Типы, основные параметры и размеры
3 Классификация, основные параметры и размеры
3.1 Аппараты должны быть изготовлены следующих типов:
0 - чугунные с эллиптическим днищем и сферической крышкой на рабочее давление до 0,6 МПа (6 кгс/см![]() );
);
1 - стальные с эллиптическим днищем и плоской крышкой на рабочее давление до 0,6 МПа (6 кгс/см![]() );
);
2 - стальные с эллиптическим днищем и эллиптической крышкой на рабочее давление 0,3 и 0,6 МПа (3 и 6 кгс/см![]() );
);
3 - стальные с двумя эллиптическими днищами на рабочее давление 0,6 и 1,6 МПа (6 и 16 кгс/см![]() );
);
4 - стальные с эллиптическим днищем и сферической крышкой на рабочее давление до 0,6 МПа (6 кгс/см![]() );
);
5 - стальные с торосферическим днищем и торосферической крышкой на рабочее давление до 0,6 МПа (6 кгс/см![]() );
);
6 - стальные с двумя торосферическими днищами на рабочее давление 0,6 и 1,6 МПа (6 и 16 кгс/см![]() );
);
7 - стальные с двумя торосферическими днищами и монтажной крышкой на рабочее давление 0,6 и 1,6 МПа (6 и 16 кгс/см![]()
3.2 Основные параметры и размеры аппаратов должны соответствовать указанным на рисунке 1 и в таблицах 1-9.
3.3 Значения давления, температуры стенки и рабочей среды для конкретных типоразмеров аппаратов следует устанавливать в нормативных документах предприятия-изготовителя.
3.4 Давление в рубашке аппарата и температура в корпусе и рубашке аппарата должны соответствовать указанным в таблице 9.
3.5 Допускается изготавливать аппараты:
- с другими внутренними диаметрами в соответствии с требованиями ГОСТ 9931;
- без рубашек;
- с другими устройствами обогрева (охлаждения) корпуса.
3.6 Рекомендуемые типы мешалок, а также зависимость между размерами внутренних диаметров аппаратов и диаметров мешалок приведены в приложении А.
3.7 Мощности приводов и частота вращения мешалок должны быть установлены в нормативных документах предприятия-изготовителя.
3.8 Условия применения торосферических днищ для аппаратов типов 5, 6 и 7 приведены в приложении Б.
3.9 Пример условного обозначения аппарата с механическим перемешивающим устройством чугунного (Ч), эмалированного (Э), с рубашкой (р), с нижним выпуском продукта (н), во взрывобезопасном исполнении (в), объемом 0,63 м![]() , с эллиптическим днищем и сферической крышкой (0):
, с эллиптическим днищем и сферической крышкой (0):
Аппарат ЧЭрнв 0,63-0 ГОСТ 24000-97
То же, стального (С), объемом 0,010 м![]() с эллиптическим днищем и плоской крышкой (1):
с эллиптическим днищем и плоской крышкой (1):
Аппарат СЭрнв 0,010-1 ГОСТ 24000-97
То же, объемом 1,6 м![]() с эллиптическим днищем и эллиптической крышкой (2):
с эллиптическим днищем и эллиптической крышкой (2):
Аппарат СЭрнв 1,6-2 ГОСТ 24000-97
То же, в обычном исполнении, объемом 10 м![]() , с двумя эллиптическими днищами (3):
, с двумя эллиптическими днищами (3):
Аппарат СЭрн 10-3 ГОСТ 24000-97
То же, объемом 1,6 м![]() с эллиптическим днищем и сферической крышкой (4):
с эллиптическим днищем и сферической крышкой (4):
Аппарат СЭрн 1,6-4 ГОСТ 24000-97
То же, объемом 6,3 м![]() с торосферическим днищем и торосферической крышкой (5):
с торосферическим днищем и торосферической крышкой (5):
Аппарат СЭрн 6,3-5 ГОСТ 24000-97
То же, с двумя торосферическими днищами (6):
Аппарат СЭрн 6,3-6 ГОСТ 24000-97
То же, с двумя торосферическими днищами и монтажной крышкой (7):
Аппарат СЭрн 6,3-7 ГОСТ 24000-97
Пример условного обозначения аппарата с механическим перемешивающим устройством стального (С), эмалированного (Э), с пленочным электронагревателем (пэн), с нижним выпуском продукта (н), объемом 0,10 м![]() , с эллиптическим днищем и плоской крышкой (1):
, с эллиптическим днищем и плоской крышкой (1):
Аппарат СЭпэн 0,10-1 ГОСТ 24000-97
Примечание - Условные обозначения аппаратов могут быть дополнены обозначениями класса и вида эмалевого покрытия, номера модели, а также вида климатического исполнения.
Рисунок 1, лист 1. Тип 0 - Тип 3
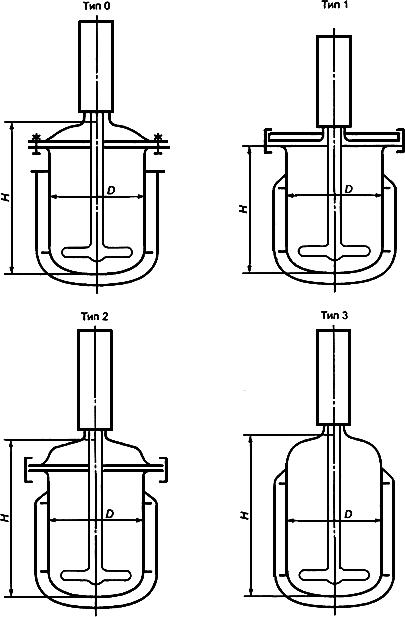
Рисунок 1, лист 1
Рисунок 1, лист 2. Тип 4 - Тип 7
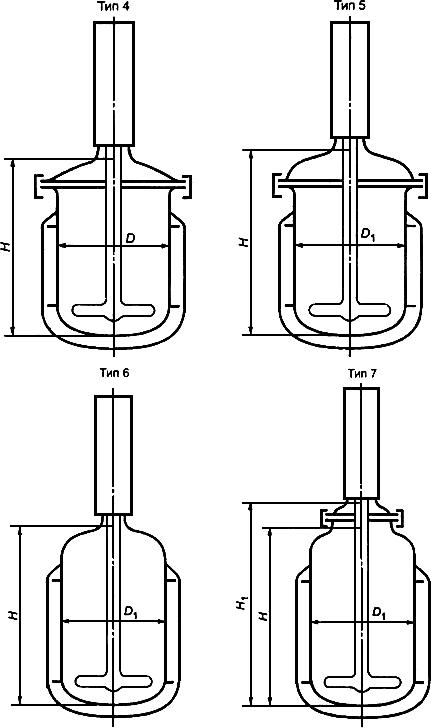
![]() - внутренний диаметр аппарата;
- внутренний диаметр аппарата; ![]() - наружный диаметр аппарата
- наружный диаметр аппарата
Рисунок 1, лист 2
Примечание - Аппараты типа 3 можно изготавливать с монтажной крышкой.
Таблица 1 - Аппараты типа 0
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
0,25 | 800 | 752 |
0,40 | 900 | 918 |
0,63 | 1000 | 1065 |
Таблица 2 - Аппараты типа 1
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
0,010 | 250 | 220 |
0,025 | 350 | 300 |
0,040 | 400 | 360 |
0,063 | 500 | |
0,100 | 550 | |
0,160 | 600 | 600 |
0,250 | 700 | 725 |
Таблица 3 - Аппараты типа 2
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
0,25 | 700 | 960 |
0,63 | 900 | 1140 |
1,00 | 1000 | 1440 |
1,60 | 1200 | 1620 |
2,50 | 1400 | 1860 |
4,00 | 1600 | 2260 |
6,30 | 1800 | 2780 |
Таблица 4 - Аппараты типа 3
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
4,0 | 1600 | 2320 |
6,3 | 1800 | 2820 |
10,0 | 2200 | 3020 |
16,0 | 2400 | 3960 |
20,0 | 2600 | 4260 |
25,0 | 2800 | 4560 |
32,0 | 3200 | 4460 |
40,0 | 5360 | |
50,0 | 6360 |
Таблица 5 - Аппараты типа 4
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
0,25 | 700 | 630 |
0,40 | 800 | 920 |
0,63 | 900 | 1130 |
1,00 | 1000 | 1270 |
1,60 | 1200 | 1400 |
Таблица 6 - Аппараты типа 5
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
0,063 | 508 | 580 |
0,100 | 780 | |
0,160 | 600 | 900 |
0,250 | 700 | 1020 |
0,400 | 800 | 1250 |
0,630 | 1000 | 1300 |
1,000 | 1200 | 1550 |
1,600 | 1400 | 1800 |
2,500 | 1600 | 2060 |
4,000 | 1800 | 2500 |
6,300 | 2000 | 3050 |
Таблица 7 - Аппараты типа 6
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
4,0 | 1800 | 2297 |
6,3 | 2000 | 2840 |
8,0 | 2200 | 3000 |
10,0 | 2400 | 3180 |
12,5 | 3780 | |
16,0 | 2600 | 4080 |
2800 | 3705 | |
20,0 | 4385 | |
25,0 | 5235 | |
3000 | 4755 | |
32,0 | 3200 | 5280 |
3400 | 4875 | |
40,0 | 5795 | |
3600 | 5365 |
Таблица 8 - Аппараты типа 7
Размеры в миллиметрах
Номинальный объем аппарата, м |
|
|
|
1,6 | 1400 | 1611 | 1800 |
2,5 | 1600 | 1859 | 2060 |
4,0 | 1800 | 2297 | 2500 |
6,3 | 2000 | 2840 | 3050 |
8,0 | 2200 | 3000 | 3200 |
10,0 | 2400 | 3180 | 3400 |
12,5 | 3780 | 4000 | |
16,0 | 2600 | 4080 | 4300 |
2800 | 3705 | 3950 | |
20,0 | 4385 | 4630 | |
25,0 | 5235 | 5480 | |
3000 | 4755 | 5000 | |
32,0 | 3200 | 5280 | 5550 |
3400 | 4875 | 5150 | |
40,0 | 5795 | 6070 | |
3600 | 5365 | 5640 |
Примечание - Размеры ![]() и
и ![]() справочные и могут изменяться в зависимости от принятой толщины днища, конструкции фланцев, прокладок, а также рационального раскроя листового проката. При этом действительный объем аппарата не должен отличаться от номинального более чем на 5%. Кроме того, для аппаратов типов 5, 6 и 7 размеры
справочные и могут изменяться в зависимости от принятой толщины днища, конструкции фланцев, прокладок, а также рационального раскроя листового проката. При этом действительный объем аппарата не должен отличаться от номинального более чем на 5%. Кроме того, для аппаратов типов 5, 6 и 7 размеры ![]() и
и ![]() приняты без учета толщины уплотнительной прокладки.
приняты без учета толщины уплотнительной прокладки.
Таблица 9
Тип аппарата |
|
| Избыточное давление, МПа (кгс/см | Температура, °С |
0 | 1000 | От минус 15 до плюс 200 | ||
1 | 700 | 0,6 (6,0) | ||
1200 | - | 1,0(10,0) | ||
2 | 1800 | От минус 20 до плюс 200 | ||
3 | 3200 | |||
4 | 1200 | 0,6 (6,0) | ||
5 | 2000 | |||
6 | - | От минус 25 до плюс 200 | ||
7 | 3600 |
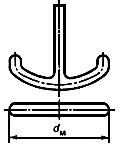
ПРИЛОЖЕНИЕ А (рекомендуемое). Рекомендуемые типы мешалок
ПРИЛОЖЕНИЕ А
(рекомендуемое)
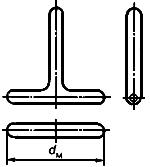
Таблица A.1
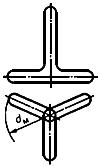
Тип мешалки | Эскиз | Тип аппарата | Зависимость между размерами внутренних диаметров аппаратов и диаметрами мешалок |
Якорная |
| 0; 1; 2; 4 |
|
5; 7 |
| ||
Лопастная |
| 0; 1; 2; 3; 4 |
|
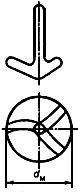
Трехлопастная |
| ||
Импеллерная |
| 5; 6; 7 |
|
ПРИЛОЖЕНИЕ Б (справочное). Условия применения торосферических днищ для аппаратов типов 5, 6 и 7
ПРИЛОЖЕНИЕ Б
(справочное)
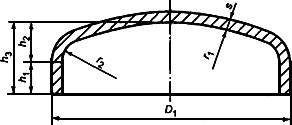
Рисунок Б.1
Для аппаратов применяют торосферические днища со следующими соотношениями:
а) для аппаратов с ![]() мм
мм
![]()
По требованию органов охраны труда допускается соотношение:
![]() ;
;
б) для аппаратов с ![]() мм
мм
![]()
При этом объем выпуклой части (без высоты борта ![]() )
) ![]() рассчитывают по формулам:
рассчитывают по формулам:
а) для аппаратов с ![]() мм
мм
![]() ;
;
б) для аппаратов с ![]() мм
мм
![]() .
.