ГОСТ 23691-79*
Группа Т53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Соединения труб с трубными решетками и коллекторами теплообменных аппаратов
ЗАПРЕССОВКА ТРУБ С ПРИМЕНЕНИЕМ
ИСТОЧНИКОВ ИМПУЛЬСНОГО ДАВЛЕНИЯ
Общие положения
Joints of tubes with tube-plates and collectors
of heat exchangers. Compression of tubes
by sources of impulse pressure. General
ОКП 11 600
Постановлением Государственного комитета СССР по стандартам от 7 июня 1979 года N 2071 срок введения установлен с 01.01.81
ПРОВЕРЕН в 1985 году Постановлением Госстандарта от 14.11.85 N 3607 срок действия продлен до 01.01.88**
____________________
** Ограничение срока действия снято по протоколу N 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - Примечание.
* ПЕРЕИЗДАНИЕ (сентябрь 1986 года) с Изменением N 1, утвержденным в ноябре 1985 года (ИУС 2-86).
Настоящий стандарт распространяется на соединения труб с трубными решетками и коллекторами теплообменных аппаратов, выполненные с использованием источников импульсного давления:
энергией взрыва взрывчатых веществ;
энергией электрического взрыва проводников.
Данный стандарт не исключает применение для закрепления труб в трубных решетках и коллекторах теплообменных аппаратов других методов.
Стандарт не распространяется на монтажные и строительные работы.
1. ТИПЫ СОЕДИНЕНИЙ ТРУБ
1. ТИПЫ СОЕДИНЕНИЙ ТРУБ
1.1. Метод закрепления труб в трубных решетках устанавливается предприятием - проектировщиком теплообменного оборудования, согласовывается с базовой организацией отрасли (ведомства) и предприятием-изготовителем оборудования.
1.2. Метод закрепления труб с использованием импульсных источников давления следует применять для выполнения соединений трех типов:
I - прессовые, получаемые запрессовкой труб в трубных решетках с использованием энергии взрыва взрывчатых веществ или энергией электрического взрыва проводников (черт.1а);
II - комбинированные, получаемые запрессовкой труб в трубных решетках с использованием энергии взрыва взрывчатых веществ или электрического взрыва проводников в сочетании со сваркой концов труб до или после запрессовки (черт.1б).
Черт.1. Конструкция соединений труб с трубными решетками
Конструкция соединений труб с трубными решетками
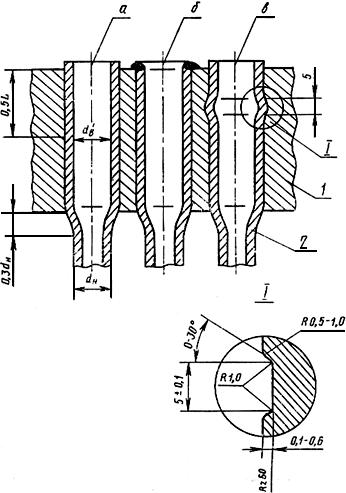
а - соединение типа I и типа III; б - соединение типа II; в - соединение типов I и II с кольцевой канавкой;
1 - трубная решетка; 2 - труба; ![]() - длина запрессовки;
- длина запрессовки; ![]() - наружный диаметр трубы;
- наружный диаметр трубы;![]() - внутренний диаметр трубы после запрессовки.
- внутренний диаметр трубы после запрессовки.
Черт.1
III - комбинированные, получаемые запрессовкой труб в трубной решетке с использованием энергии взрыва взрывчатых веществ или энергии электрического взрыва проводников с механической развальцовкой до или после запрессовки (черт.1а).
1.3. Тип соединений следует выбирать в зависимости от рабочих параметров теплообменного оборудования, условий эксплуатации и требований надежности.
1.2, 1.3. (Измененная редакция, Изм. N 1).
1.4. (Исключен, Изм. N 1).
1.5. Запрессовку труб энергией взрыва взрывчатых веществ или электрического взрыва проводников следует применять для закрепления труб с внутренним диаметром от 3 до 40 мм при толщине трубной решетки, равной или более двух наружных диаметров труб.
Примечание. По согласованию с базовой организацией по металлам допускается применять запрессовку труб в трубных решетках толщиной менее двух наружных диаметров труб.
(Измененная редакция, Изм. N 1)
1.6. Запрессовку труб с использованием источников импульсного давления следует применять для закрепления труб в трубных решетках и коллекторах из стали и сплавов всех классов и марок, используемых при изготовлении теплообменного оборудования.
1.7. При запрессовке труб до сварки концов их с трубной решеткой должна быть обеспечена защита сопрягаемых поверхностей от продуктов взрыва одним из следующих рекомендуемых способов:
установкой фальштрубной решетки и приваркой концов труб к ней;
предварительной сваркой концов труб со штатной трубной решеткой с последующим (после взрыва) удалением сварных швов механической обработкой;
механической развальцовкой концов труб на длине 5 мм и более от наружного торца трубной решетки до выбора зазора;
применением взрывных патронов с обратным инициированием.
(Измененная редакция, Изм. N 1)
2. ТРЕБОВАНИЯ К СОПРЯГАЕМЫМ ЭЛЕМЕНТАМ УЗЛА ТРУБА - ТРУБНАЯ РЕШЕТКА
2.1.Общие требования
2.1.1. Все детали теплообменных аппаратов должны изготовляться в соответствии с требованиями рабочего чертежа.
2.1.2. Для изготовления труб и трубных решеток должны применяться материалы, качество которых подтверждено сертификатами.
2.1.3. Кроме сведений, указанных в сертификатах, для проведения запрессовки труб необходимо наличие специальных данных:
о содержании водорода в соответствии с требованиями технических условий на трубы из титанового сплава;
о результатах испытаний на межкристаллитную коррозию (для сред, вызывающих эту коррозию) труб из коррозионностойкой стали.
В дополнение к техническим условиям на заготовки трубных решеток из углеродистой низколегированной хромистой и других марок сталей, склонных к хладноломкости, стали должны быть указаны требования по проверке на ![]() (
(![]() )*.
)*.
_______________
* ![]() (
(![]() ) - критическая температура хрупкости, °С.
) - критическая температура хрупкости, °С.
2.1.4. Для получения прочноплотных соединений труб с трубными решетками и коллекторами необходимо выполнить следующие условия:
величина предела текучести металла трубной решетки должна быть равна или более величины предела текучести металла трубы, то есть
 , (1)
, (1)
где ![]() и
и ![]() - пределы текучести металла трубной решетки и трубы соответственно при температуре 20 °С, МПа (кгс/мм
- пределы текучести металла трубной решетки и трубы соответственно при температуре 20 °С, МПа (кгс/мм![]() );
);
отношение толщины стенки трубы к наружному диаметру ее должно быть равно или более 0,09;
величины межтрубных перемычек для соединений типов I и III должны быть не менее значений, приведенных в табл.1.
Таблица 1
Минимальные номинальные значения межтрубных перемычек
Трубная решетка | Диаметры отверстий в трубных решетках, мм | ||||||
Марка материала | Предел текучести МПа (кгс/мм | от 12,9 | от 13,0 до 14,9 | от 15,0 до 16,9 | от 17,0 до 18,9 | от 19,0 до 20,9 | от 21,0 до 40,0 |
Латунь типа марки Л63 | 110-220 | 4,0 | 5,0 | 6,0 | 7,0 | 7,0 | 10,0 |
Конструкционная углеродистая сталь | 230-310 | 4,0 | 5,0 | 6,0 | 8,0 | 8,0 | 9,0 |
Низколегированная углеродистая сталь | 260-550 | 4,0 | 5,0 | 6,0 | 7,0 | 7,5 | 9,0 |
Коррозионностойкая сталь | 250-350 | 4,0 | 5,0 | 6,0 | 7,0 | 7,5 | 9,0 |
Жаропрочная сталь | 200-320 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 |
Титановые сплавы | 600-810 | 4,0 | 5,0 | 5,0 | 7,0 | 7,5 | 9,0 |
Для соединений типа II минимальные номинальные значения межтрубных перемычек определяются из соотношения
![]() ,
,
где ![]() - шаг между отверстиями, мм;
- шаг между отверстиями, мм;![]() - диаметр отверстия в трубной решетке, мм.
- диаметр отверстия в трубной решетке, мм.
Примечание. По согласованию с базовой организацией отрасли по металлам допускается:
1) для соединений типа II применять трубные решетки с пределом текучести металла ниже предела текучести металла труб;
2) отношение толщины стенки трубы к наружному диаметру ее менее 0,09;
3) применять межтрубные перемычки меньших размеров.
2.1.5. Для повышения прочности соединений на поверхности каждого отверстия трубной решетки на длине, равной 1/3 длины запрессовки от наружного торца, следует нарезать кольцевые канавки (черт.1в) шириной 5 мм и глубиной, указанной в табл.2. Острые кромки канавки должны быть округлены по радиусу от 0,5 до 1,0 мм.
Таблица 2
Глубина кольцевых канавок в отверстиях трубной решетки
мм
Диаметр отверстия трубной решетки | до 7,5 | от 8 | от 12 | от 17 | от 21 | от 26 |
Глубина кольцевых канавок | От 0,10 | От 0,15 | От 0,15 | От 0,25 | От 0,30 | От 0,35 |
2.1.3-2.1.5. (Измененная редакция, Изм. N 1).
2.2. Требования к трубам, подлежащим закреплению в трубных решетках
2.2.1. Наружные поверхности концов труб на длине, превышающей длину запрессовки на 20-25 мм, должны быть зачищены шлифовальной водостойкой шкуркой на тканевой основе с зернистостью не более 63 по ГОСТ 13344-79 или другими методами до выведения рисок и снятия окисной пленки.
Не допускается наличие трещин, забоин и продольных рисок на зачищенных поверхностях труб.
В случае применения труб из нержавеющей стали со шлифованной, полированной или травленой поверхностями зачистка концов труб не требуется.
2.2.2. Метод зачистки концов труб должен гарантировать сохранение их геометрических размеров в пределах допускаемых отклонений на поставку труб.
2.2.3. Плоскость среза трубы "в размер" должна быть перпендикулярна оси трубы. Отклонение от перпендикулярности плоскости среза не должно превышать 0,5 мм.
2.2.4. Наружная и внутренняя кромки труб должны быть притуплены абразивным или другим инструментом по радиусу или снятием фаски.
Величины притупления должны быть не менее следующих значений:
0,5 - радиус скругления кромок;
0,2 мм![]() 45° - фаска.
45° - фаска.
2.2.5. Селекцию труб (при необходимости) следует производить на группы по наружному диаметру. Число групп определяется в зависимости от поля предельного отклонения наружного диаметра труб по формуле
![]() , (2)
, (2)
где ![]() - число групп;
- число групп;![]() - поле допуска на наружный диаметр труб, мм;
- поле допуска на наружный диаметр труб, мм; ![]() - номинальный наружный диаметр труб, мм.
- номинальный наружный диаметр труб, мм.
2.2.6. Трубы каждой группы должны иметь бирки, на которых необходимо указать предельные диаметры и число труб в группе.
2.3. Требования к отверстиям трубных решеток
2.3.1. Предельные отклонения диаметров отверстий зависят от размеров труб и принимаются в зависимости от требуемых зазоров между наружными поверхностями труб и отверстий в соответствии с табл.3.
Таблица 3
Значения диаметрального зазора между поверхностями труб и отверстий в трубной решетке | |||||
До 7,5 | От 8 до 11 | От 12 до 16 | От 17 до 20 | От 21 до 25 | От 26 до 40 |
От 0,05 | От 0,1 | От 0,15 | От 0,15 | От 0,15 | От 0,2 |
Примечание. По согласованию с базовой отраслевой организацией по металлам допускается для отдельных соединений увеличивать диаметральный зазор. При этом запрессовку труб следует производить по специально разработанной технологии.
2.3.2. Параметр шероховатости поверхности отверстий под установку труб должен быть ![]() 40 мкм по ГОСТ 2789-73 и устанавливается в зависимости от условий обработки металла, класса точности выполняемых отверстий и от требований к прочности соединения.
40 мкм по ГОСТ 2789-73 и устанавливается в зависимости от условий обработки металла, класса точности выполняемых отверстий и от требований к прочности соединения.
2.3.1, 2.3.2. (Измененная редакция, Изм. N 1).
2.3.3. На поверхностях отверстий на длине запрессовки не допускаются продольные и спиральные риски глубиной более 0,05 мм.
В случае, если риски не расположены по всей длине отверстия и не доходят до одного из торцов трубной решетки на расстояние не менее 1/4 ее толщины, то допускаются риски глубиной до 0,15 мм.
2.3.4. Кромки отверстий с внутренней стороны трубных решеток должны скругляться по радиусу ![]() от 1,0 до 2,5 мм или иметь фаски размером от 1,0 мм и более с притупленными кромками.
от 1,0 до 2,5 мм или иметь фаски размером от 1,0 мм и более с притупленными кромками.
2.3.5. Конусность и овальность отверстий в трубных решетках не должны превышать предельного отклонения диаметра отверстия.
2.3.4, 2.3.5. (Измененная редакция, Изм. N 1).
2.3.6. При наличии термической обработки трубных решеток после сверления отверстий посадочные поверхности отверстий следует зачищать с целью удаления окисной пленки, а кольцевые канавки нарезать после термической обработки. Окисную пленку с поверхностей следует удалять шлифовальной водостойкой шкуркой на тканевой основе зернистостью не более 63 по ГОСТ 13344-79. Острые кромки кольцевых канавок должны быть притуплены или округлены по радиусу ![]() от 0,5 до 1,0 мм.
от 0,5 до 1,0 мм.
2.3.7. Обработка отверстий в трубных решетках должна быть принята техническим контролем и подтверждена клеймом на трубной решетке.
2.4. Требования к сборке соединений
2.4.1. Наружные поверхности труб, трубных решеток и поверхности отверстий, а также внутренние поверхности труб на участке, превышающем длину запрессовки на 20 мм, перед сборкой должны быть тщательно очищены от пыли, загрязнений и обезжирены.
Для очистки и обезжиривания поверхностей следует применять технический ацетон по ГОСТ 2768-84, этиловый ректификованный спирт по ГОСТ 18300-72 и уайт-спирит по ГОСТ 3134-78.
(Измененная редакция, Изм. N 1).
2.4.2. В случае выполнения запрессовки труб после сварки их концов подготовка соединений под сварку должна производиться в соответствии с действующими инструкциями на сварку труб с трубными решетками.
2.4.3. При выполнении сборочных операций трубы должны входить в отверстия трубной решетки без заеданий, надиры на сопрягаемых поверхностях не допускаются.
2.4.4. Зазор между поверхностью трубы и отверстием в трубной решетке должен соответствовать величинам, указанным в табл.3. Зазоры заданных значений следует выдерживать за счет применения селекции труб по группам в соответствии с п.2.2.5.
2.4.5. Величина выступающих концов труб над поверхностью трубной решетки должна быть указана на рабочем чертеже и устанавливаться технологическим процессом сварки труб с трубной решеткой.
2.5. Требования к выполненным соединениям
2.5.1. Прочность и плотность соединений труб с трубной решеткой должны отвечать требованиям рабочего чертежа.
2.5.2. Качество запрессовки труб характеризуется степенью запрессовки, величина и раздачи труб которых должны устанавливаться технологической инструкцией на закрепление труб.
Степень запрессовки труб ![]() в процентах для оперативных (приближенных) расчетов следует вычислять без учета утонения стенки трубы в процессе запрессовки по формуле
в процентах для оперативных (приближенных) расчетов следует вычислять без учета утонения стенки трубы в процессе запрессовки по формуле
![]() , (3)
, (3)
где ![]() ;
; ![]() .
.
Истинную степень запрессовки ![]() в процентах с учетом утонения стенки трубы следует определять по формуле
в процентах с учетом утонения стенки трубы следует определять по формуле
![]() , (4)
, (4)
где 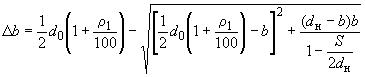 ,
,![]() - степень запрессовки без учета утонения стенки трубы, %;
- степень запрессовки без учета утонения стенки трубы, %;![]() - истинная степень запрессовки, %;
- истинная степень запрессовки, %;![]() - диаметр отверстия в трубной решетке, мм;
- диаметр отверстия в трубной решетке, мм;![]() - номинальный наружный диаметр трубы, мм;
- номинальный наружный диаметр трубы, мм;![]() - внутренний диаметр трубы до запрессовки, мм;
- внутренний диаметр трубы до запрессовки, мм;![]() - внутренний диаметр трубы после запрессовки, мм;
- внутренний диаметр трубы после запрессовки, мм;![]() - изменение толщины стенки трубы после запрессовки, мм;
- изменение толщины стенки трубы после запрессовки, мм; ![]() - толщина стенки трубы, мм;
- толщина стенки трубы, мм;![]() - диаметральный зазор между поверхностью трубы и отверстием трубной решетки, мм.
- диаметральный зазор между поверхностью трубы и отверстием трубной решетки, мм.
Измерение параметров, указанных в формулах (3) и (4), следует производить с точностью до 0,05 мм.
(Измененная редакция, Изм. N
1).
2.5.3. Величина степени запрессовки соединений, вычисленная по формуле (3), должна быть равна:![]() - для труб наружным диаметром до 13 мм;
- для труб наружным диаметром до 13 мм; ![]() - для труб наружным диаметром свыше 13 мм.
- для труб наружным диаметром свыше 13 мм.
2.5.4. При запрессовке труб в трубной решетке с предварительно сваренными концами относительная тангенциальная деформация сварных швов ![]() при запрессовке труб из сталей должна быть не более 2,5% и из титановых сплавов - не более 2,0%.
при запрессовке труб из сталей должна быть не более 2,5% и из титановых сплавов - не более 2,0%.
Относительную деформацию ![]() в процентах следует вычислять по формуле
в процентах следует вычислять по формуле
![]() , (5)
, (5)
где ![]() - изменение среднего диаметра сварного шва после запрессовки, мм;
- изменение среднего диаметра сварного шва после запрессовки, мм;![]() - средний диаметр сварного шва до запрессовки, мм.
- средний диаметр сварного шва до запрессовки, мм.
2.5.5. Измерения диаметра сварного шва до и после запрессовки следует производить на образцах-свидетелях по рискам (кернам), нанесенным на сварной шов в среднем сечении в двух взаимно перпендикулярных плоскостях, с точностью до 0,05 мм по схеме, приведенной на черт.2.
Черт.2. Схема замера деформаций сварных швов
Схема замера деформаций сварных швов
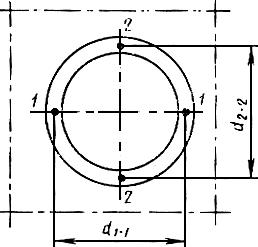
![]() ,
,
где ![]() ;
; ![]()
![]() - расстояние между кернами (рисками) на сварном шве, замеряемое в двух взаимно перпендикулярных плоскостях до и после запрессовки соответственно.
- расстояние между кернами (рисками) на сварном шве, замеряемое в двух взаимно перпендикулярных плоскостях до и после запрессовки соответственно.
Черт.2
Примечание. По согласованию с базовой организацией по металлам допустимую деформацию сварных швов допускается увеличивать.
2.5.6. Раздутие труб за трубной решеткой не допускается.
Переход запрессованного участка трубы к недеформированному должен быть плавным и может выходить за пределы трубной решетки на величину не более 30% от наружного диаметра трубы (черт.1.).
2.5.7. Качество внутренней поверхности труб после запрессовки устанавливается технологической инструкцией на закрепление труб.
Трещины, разрыва и оплавление металла от "взрывающей проволочки" не допускаются.
Напыленный слой металла от "взрывающейся проволочки" после запрессовки труб энергией электрического взрыва проводника подлежит удалению. Способ удаления напыленного слоя разрабатывается предприятием, производящим запрессовку труб, и указывается в технологической инструкции.
По согласованию с базовой организацией по металлам допускается на внутренней поверхности трубы на длине, превышающей длину запрессовки на 20-30 мм, наличие напыленного слоя и оплавление металла в виде отдельных пятен.
(Измененная редакция, Изм. N 1).
2.5.8. Допускаются на внутренней поверхности труб на участке запрессовки отдельные плавные вмятины с просматриваемым дном оптическим прибором с кратностью увеличения от 2 до 4.
Глубина вмятины должна быть не более величины допуска на толщину стенки трубы.
2.5.9. В технически обоснованных случаях качество внутренней поверхности труб принимается по образцам.
Образцы должны быть также согласованы с предприятием, проектирующим теплообменные аппараты, иметь бирки с подписями лиц, ответственных за изготовление образцов, и датой их утверждения.
2.6. Требования безопасности
2.6.1. При проектировании и строительстве взрывных камер, полигонов и производственного участка в целом, а также при проведении работ по запрессовке труб взрывом должны соблюдаться требования ГОСТ 12.3.002-75, ГОСТ 12.1.010-76, действующих "Единых правил безопасности при взрывных работах", "Правил безопасности при металлообработке взрывом", "Правил устройства и безопасной эксплуатации оборудования атомных электростанций, опытных и исследовательских ядерных реакторов и установок", утвержденных Госгортехнадзором СССР, и Строительных норм и правил.
2.6.2. Организация и проведение работ по запрессовке с использованием энергии электрического взрыва проводников должны осуществляться в соответствии с действующими требованиями "Правил устройства электроустановок", "Правил техники безопасности при эксплуатации электроустановок потребителей", "Правил технической эксплуатации электроустановок потребителей".
2.6.3. Допустимые уровни звукового давления на рабочих местах не должны превышать значений, установленных ГОСТ 12.1.003-83. Сигнальные цвета и знаки безопасности помещений должны соответствовать ГОСТ 12.4.026-76*.
_______________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001. - Примечание.
2.6.4. Предприятие - изготовитель теплообменного аппарата обязано составить инструкции по безопасности труда при запрессовке труб взрывом и электровзрывом с учетом общих требований безопасности, технологических особенностей процесса, местных производственных условий и обеспечить систематический контроль за их исполнением.
2.6.5. Инструкции по безопасности труда должны включать вопросы организации и выполнения работ по подготовке взрывных и электровзрывных патронов, проведения взрывов, хранения, использования и учета взрывчатых материалов, допуска к работе обслуживающего персонала и мер пожарной безопасности.
3. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ
3.1. Метод и объем контроля соединений должен устанавливаться предприятием, разрабатывающим теплообменный аппарат.
Контроль может быть частичным (выборочным) или сплошным (100%) и должен осуществляться по действующим в отрасли стандартам или инструкциям, согласованным с базовой организацией отрасли (ведомства).
3.2. К методам контроля выполненных соединений следует отнести:
визуальный осмотр;
перископический осмотр внутренней поверхности труб;
капиллярная дефектоскопия и рентгеноконтроль сварных швов в месте сварки труб с трубной решеткой;
измерение величины раздачи трубы и длины запрессовки;
контроль соединений ультразвуковой дефектоскопией;
испытания на прочность соединений путем вырыва трубы из трубной решетки;
испытания на плотность гидравлическим давлением или при помощи гелиевых и галоидных течеискателей;
определение степени запрессовки и величины деформации сварных швов;
металлографические исследования металла соединений в месте электродуговой сварки и запрессовки.
3.3. Визуальный осмотр соединений следует производить в процессе запрессовки труб с целью выявления несдетонированных (несработанных) патронов, а также после выполнения соединений для выявления дефектов на сварных швах и на внутренних поверхностях труб.
3.4. Перископический осмотр внутренней поверхности труб следует осуществлять с помощью смотровых приборов (перископов типа РВП и ТС и др.) с кратностью увеличения от 2 до 4 на длине запрессовки трубы и за пределами трубной решетки на участке длиной не менее 100 мм с целью выявления вмятин, трещин, оплавлений металла и напыленного слоя.
(Измененная редакция, Изм. N 1).
3.5. Рентгеноконтроль по ГОСТ 7512-82 и капиллярную дефектоскопию следует применять для контроля межтрубных перемычек и сварных швов после запрессовки труб с целью выявления поверхностных трещин и микротрещин.
3.6. Величина раздачи труб должна задаваться технологической инструкцией на запрессовку в зависимости от требуемой степени запрессовки и контролироваться в объеме 100% в средней части соединения в двух взаимно перпендикулярных плоскостях с помощью индикаторных или щелевых пневматических нутромеров.
3.7. Допустимая величина раздачи без учета утонения стенки трубы должна находиться в пределах, определяемых зависимостью
![]() ; (6)
; (6)
где ![]() - увеличение внутреннего диаметра трубы после запрессовки, мм;
- увеличение внутреннего диаметра трубы после запрессовки, мм;![]() - номинальный диаметр отверстия в трубной решетке, мм;
- номинальный диаметр отверстия в трубной решетке, мм;![]() - внутренний диаметр трубы до и после запрессовки соответственно, мм;
- внутренний диаметр трубы до и после запрессовки соответственно, мм;![]() - максимальная степень запрессовки;
- максимальная степень запрессовки;![]() - минимальная степень запрессовки.
- минимальная степень запрессовки.![]() - наименьший и наибольший возможный зазор (см. табл.3) для данного типоразмера труб, мм.
- наименьший и наибольший возможный зазор (см. табл.3) для данного типоразмера труб, мм.
(Измененная редакция, Изм. N 1).
3.8. Отсутствие раздачи труб за трубной решеткой следует контролировать индикаторным нутромером на протяжении участка длиной не менее 10 мм от внутренней поверхности трубной решетки.
3.9. Длину запрессовки необходимо контролировать по наличию раздачи трубы в начале и конце запрессованного участка каждой трубы.
3.10. При обнаружении соединений с нулевой или уменьшенной величиной раздачи, а также с недостаточной глубиной (длиной) запрессовки необходимо произвести повторную запрессовку этих соединений или подвальцовку механическими способами.
(Измененная редакция, Изм. N 1).
3.11. Ультразвуковой контроль сплошности границы соединения следует применять в соответствии с ГОСТ 14782-76 у теплообменных аппаратов, к прочности и надежности которых предъявляются особо высокие требования.
Ультразвуковому контролю должны подвергаться соединения труб с внутренним диаметром более 8 мм, толщиной стенки трубы более 1,4 мм и длиной запрессовки не более 100 мм, имеющие внутреннюю поверхность, обеспечивающую приемлемую надежность контроля.
3.12. Испытания прочности соединений путем вырыва трубы из трубной решетки производятся на образцах-свидетелях с определением усилия вырыва трубы, величина которого определяется требованиями рабочего чертежа или технологической инструкцией.
3.13. Гелиевые и гидравлические испытания соединений необходимо производить в последовательности, предусмотренной технологией изготовления теплообменного аппарата, для выявления неплотностей в месте запрессовки труб и в зоне сварки их с трубной решеткой.
3.14. Степень запрессовки и величину деформации сварных швов следует определять по формулам (3), (4) и (5) на образцах-свидетелях или выборочно на штатных изделиях в объеме не менее 5%.
3.15. Образцы-свидетели должны быть изготовлены в полном соответствии с техническими требованиями рабочего чертежа на изготовление трубных решеток штатных теплообменных аппаратов и содержать наибольшие и наименьшие межтрубные перемычки и зазоры для данного типоразмера труб штатных теплообменных аппаратов. Число труб в образцах-свидетелях должно быть не менее 10 шт. Общее количество образцов-свидетелей следует устанавливать из общего количества соединений труб с трубными решетками по табл.4.
Таблица 4
Необходимое количество образцов-свидетелей для контроля качества запрессовки труб
в штатных теплообменных аппаратах
Число соединений труб | Число образцов-свидетелей | Число соединений |
До 100 включ. | 1 | 10 |
От 100 до 500 включ. | От 2 до 3 | От 20 до 30 |
От 500 до 1000 включ. | От 3 до 5 | От 30 до 50 |
Св. 1000 | От 5 до 10 | Не менее 50 |
Примечание. Для серийных изделий по согласованию с отраслевой базовой организацией изготовление образцов-свидетелей может быть исключено или их число уменьшено.
3.16. Металлографические исследования следует производить с целью выявления трещин, микротрещин и структурных изменений в наплавленном и в основном металле соединений на темплетах, вырезанных из образцов-свидетелей. Объем металлографических исследований должен определяться техническими требованиями рабочего чертежа, технологией (или технологической инструкцией) на выполнение соединений и технической документацией на качество выполнения сварных соединений.
3.15, 3.16. (Измененная редакция, Изм. N 1).
3.17. Результаты контроля образцов-свидетелей следует оформлять заключениями центральной заводской лаборатории и отделом технического контроля по формам, принятым на предприятии.